




Upgrading Traditional Manufacturing: The Crucial Role of Digital Technology
Founded in 2008, Energy Banner is a large state-owned enterprise under the Chongqing Energy Investment Group Co., Ltd., a subsidiary of the Chongqing State-owned Assets Supervision and Administration Commission. With a registered capital of 1.829 billion yuan, the company is a key player in the aluminum industry, integrating power generation, logistics, information services, and regional power grids into a seamless operation. As the largest supplier of electrolytic aluminum in Chongqing, Energy Banner stands out for its high level of digital and informational integration.
However, like many traditional manufacturing enterprises, Energy Banner faces the challenge of optimizing and upgrading its operations to stay competitive. Committed to evolving from traditional manufacturing to intelligent manufacturing, the company has long prioritized digital technology. It was the first in the electrolytic aluminum industry to implement MES and ERP information systems, leading the way in integrated management and control across electrolysis, power generation, and rail operations. Despite its solid foundation in information technology, Energy Banner now confronts the critical question of how to further accelerate its digital transformation. The development of digital twin technology has provided the company with a promising solution, offering a clear path forward in its journey toward full digital empowerment. The development of digital twin technology has provided the company with a promising solution, offering a clear path forward in its journey toward full digital empowerment.
Energy Banner faces several key challenges: The company needs an advanced system to achieve smart factory capabilities, allowing for real-time monitoring and control of production status, as well as visual oversight of the overall environment, production workshops, equipment, and critical safety zones. To address these needs, it's essential to enable seamless interconnection of workshop equipment, allowing for network communication, remote data collection, centralized program management, data traceability, big data analysis, visual displays, and intelligent decision support. This upgrade will transition the company from a stand-alone operation to a digital, networked, and intelligent management mode. Additionally, the company aims to optimize the allocation of production and service resources on a broader scale, achieving higher efficiency and greater accuracy, ultimately driving industrial transformation and upgrading.
Digital twin technology offers a solution to these challenges. It enables the integration of massive data across different departments and diverse system formats, facilitating multi-source heterogeneous data fusion. Moreover, digital twin technology enhances equipment efficiency and operational transparency, allowing for precise monitoring of production equipment in workshops and paving the way for innovative business models, such as personalized customization and intelligent production
Introducing Digital Twins to Accelerate Smart Factory Development
Recognizing the potential of digital twin technology to enhance its management processes, Energy Banner decided to implement this technology in its "Integrated Operation Mode of Power Plant Aluminum Plant" and "Cryolite-Alumina Molten Salt Electrolysis Production Process" projects, aiming for a comprehensive intelligent transformation. After a public bidding process, Energy Banner partnered with iSoftStone to bring this vision to life.
Leveraging its IssMeta digital twin platform and AIoT technology, iSoftStone developed an integrated digital twin factory for Energy Banner. This solution enabled precise monitoring of the entire factory, real-time process flow simulations, remote operation and maintenance, safety drills, and dual-carbon energy emission reduction. The project successfully met its goals, significantly advancing the company's smart factory capabilities.
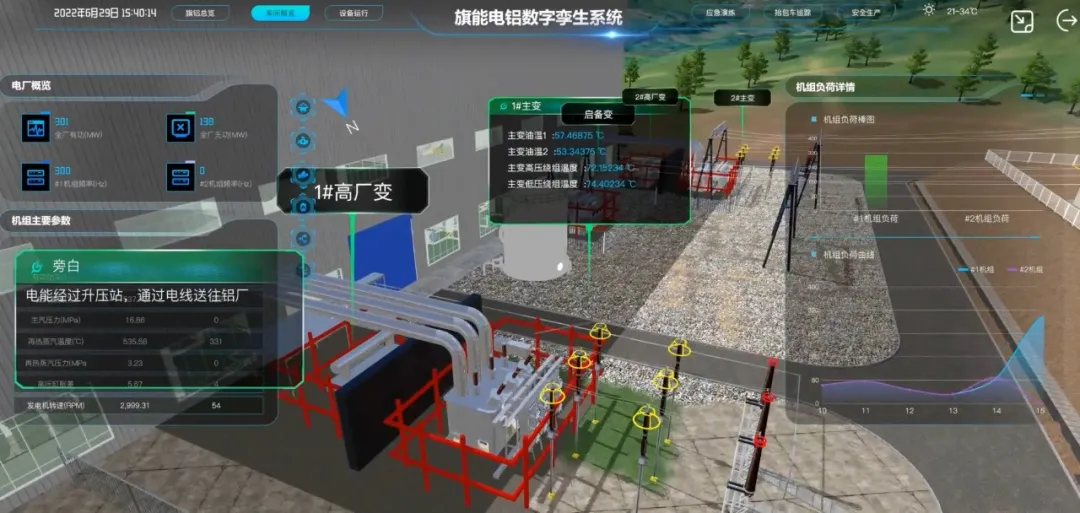
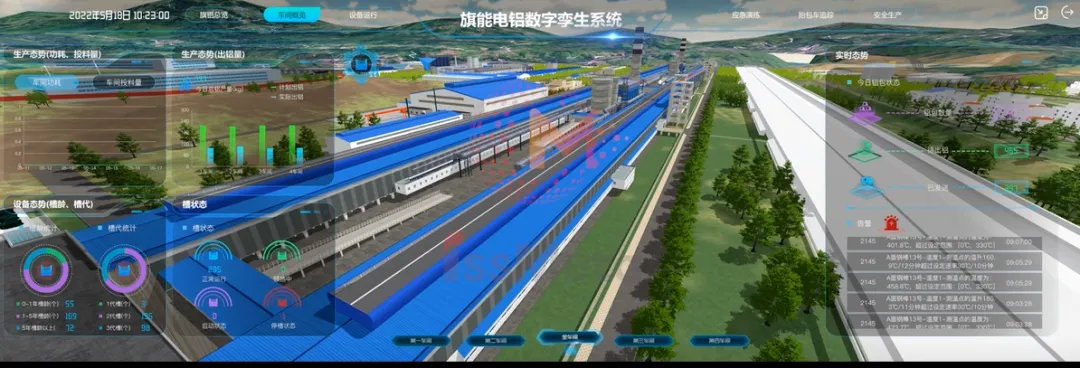
In constructing digital twin factories, three-dimensional modeling serves as both the foundation and a critical link. iSoftStone utilized its IssMeta technology platform, along with laser point cloud data, to develop an intelligent reverse modeling approach. This technique accurately replicates Energy Banner's Smart Factory, creating a virtual twin that mirrors the real-world facility, from broad overviews to intricate details. By leveraging intelligent data matching, the project successfully constructed digital twins for the entire factory, including key production areas and critical safety zones. A unified data map was created by integrating various systems, such as the tank control system, power plant SIS system, MES system, and high-temperature molten aluminum system. This comprehensive integration formed digital twin assets, enabling enhanced visualization, traceability, and the establishment of shareable rules for these twin objects. The result is a precise digital representation of the factory's physical environment, fully capturing and restoring all production factors within the same scene.
iSoftStone leverages core technologies—such as simulation technology, process flow components, process flow algorithms, and IssMeta product blueprint components—to address critical accidents in key production processes, including electrolyzer leakage, oil tank deflagration, and ammonia leaks. A simulation training environment has been developed to prepare for these incidents, complete with an early warning plan library. This system helps operating personnel understand procedures, respond to emergencies, and implement treatment plans more effectively. It also enables remote monitoring of production nodes, assists in energy dispatch management, enhances problem-solving efficiency, and raises production safety awareness.
Additionally, the digital twin factory enables real-time, transparent business information processing within the factory. It allows for the visual display and monitoring of various production data, facilitating synchronized and unified collaboration across all business cycles.
Notably, the creation of the data map has integrated digital equipment data across the workshop, transitioning the equipment from isolated operation to a networked and intelligent management mode. This integration provides a solid foundation for future data analysis and utilization.
Currently, the system has been fully operational and has delivered impressive results. In the first quarter of 2022, it supported the electrolytic aluminum workshop in maintaining safe production for 90 consecutive days. This allowed Energy Banner to meet its safety and production targets 10 days ahead of schedule, despite the challenges posed by the pandemic, ensuring a steady supply of primary aluminum in Chongqing. Additionally, the company's primary aluminum output increased by 10% compared to the same period last year, with the system's online operation playing a crucial role in this achievement.
Industrial Metaverse Drives Digital Transformation in Manufacturing
China's manufacturing sector is at a pivotal moment, needing to transition to digitalization and intelligence to ensure its future survival and growth. The 14th Five-Year Plan for Intelligent Manufacturing Development outlines ambitious goals: by 2035, all large-scale manufacturing enterprises are expected to be fully digitalized and networked, with key industries achieving a high level of intelligence. This makes advancing digital transformation in manufacturing an urgent priority.
Among the technologies driving this transformation, digital twins stand out as particularly promising. Digital twin technology enables a one-to-one mapping and real-time interaction between physical factories and their virtual counterparts. By integrating the virtual and physical worlds, digital twins provide not only enhanced visual representation but also precise early warnings and operational optimizations. This capability has made it a popular and essential tool in the development of smart factories.
Leveraging its extensive industry experience and deep digital expertise in manufacturing, iSoftStone has developed the IssMeta digital twin platform. This platform integrates cutting-edge technologies, including artificial intelligence, big data, and digital twins, seamlessly combining information, technology, and equipment to meet complex industrial management needs. It encompasses a wide range of functions, including equipment operation monitoring, data interaction, digital inspection management, process simulation, parameter optimization, and emergency training. The platform enables real-time mapping, perception, analysis, prediction, and monitoring of factory operations, enhancing digital capabilities and management effectiveness, and providing a strong foundation for advancing smart factory initiatives.
Smart factories powered by digital twin technology have become crucial for the advancement of the manufacturing industry. Building these factories is increasingly seen as a key strategy for improving production efficiency, operational performance, and management practices among manufacturers. The growing adoption of smart factories will drive significant development in digital twins. iSoftStone, a pioneer in digital twin technology, is well-positioned to seize this opportunity, further contributing to the evolution of smart manufacturing in China and offering substantial value to the industry.
-
Industrial Metaverse SolutioniSoftStone's IssMeta is a digital twin simulation and deduction platform built on the metaverse technology system. The platform is based on the industrial Internet of Things identification resolution system, optimized for industrial production lines and factory mechanism models comprehensive management. It provides a low-code tool with a full-process cloud-based 3D scene construction, all-element data fusion, scene effect design, and publishing capabilities. IssMeta empowers industrial digital twins and simulation deduction capabilities, serving as a PaaS platform that meets the requirements of information technology application innovation standards.
-
Digital Intelligence Supply Chain SolutioniSoftStone's Digital Intelligence Supply Chain Control Tower is a product designed for the integration of information in various business processes, including procurement, production, warehousing, logistics, inventory distribution, and order delivery. This product monitors, observes, analyzes, and assists in decision-making throughout the entire supply chain process to ensure the coordinated operation of business activities. Additionally, it serves as the command center for the entire supply chain, providing visualized management of global information and end-to-end control capabilities for the supply chain network. The control tower enables functions such as business monitoring, analysis, forecasting, simulation, and decision-making support (inventory, order fulfillment, etc.).
-
Industrial Internet of Things (IIoT) Application SolutioniSoftStone provides comprehensive solutions and end-to-end service systems for industrial customers, focusing on enterprise digital transformation planning, digital factories, and IIoT platforms. This helps industrial enterprises achieve high-quality digital transformation and upgrades.





